今回は立型フライス盤の正面フライス加工の切削条件について解説していきます。
フライス盤にはエンドミル、リーマ、ドリル、フライスといった切削工具が利用できますが、加工精度が良く工具を長持ちさせるには切削速度や送り速度の切削条件を適切に設定する必要があります。
正面フライス加工とは
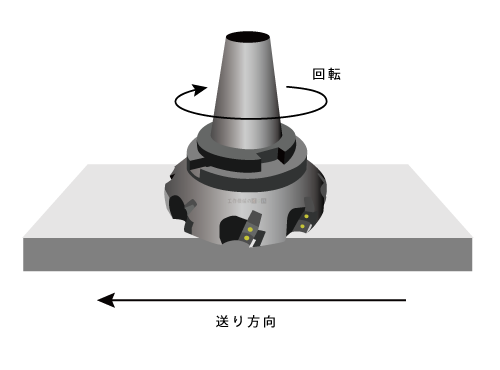
立型フライス盤で正面フライスという切削工具を使って素材の平面を削る加工方法を正面フライス加工といいます。
正面フライスは、フェイスミル、フェイスミルカッターともいいます。
切削効率と精度に優れており、平面加工ではこの方法を用いるケースがほとんどです。
フライスの切削条件
切削速度
フライスの刃先の周速度がフライスの切削速度になります。
周速度はフライスの回転数と外径から計算することができます。
vc = (π * DC * n) ÷ 1000 (m/min)
DC(mm):フライスの直径
π(3.14):円周率 ※nではありません。π(パイ)です。
n(min-1):主軸回転速度
vc(m/min):切削速度
例えば、主軸回転速度450min-1、フライスの外径がφ120mmで切削するとします。
上記の公式に数値(π=3.14, DC=120, n=450)を当てはめていくと次のようになります。
vc=(450 x 120 x 3.14)÷1000 = 169.6
よって切削速度は、169.6m/minとなります。
1刃あたりの送り量
テーブルの送り速度を決めるうえで必要なのが、フライス1刃あたりの送り量です。
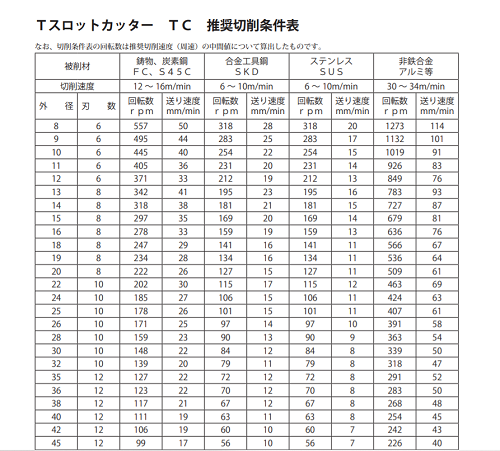
フライスの各工具メーカーによって1刃あたりの標準送り量が決められてますので、そちらも参考にします。
1刃あたりの送り量は、次の公式で求めることができます。
fz = vf ÷ (z * n) (mm/t.)
fz(mm/t.):1刃あたりの送り量
vf(mm/min):1分あたりのテーブル送り速度
z(枚):刃数
n(min-1):主軸回転速度
例えば、主軸回転速度500min-1、フライスの刃数が10枚でテーブル送りが500mm/minで切削するとします。
上記の公式に数値(vf=500, z=10, n=500)を当てはめていくと次のようになります。
fz=500÷(10*500) = 0.1mm/t.
よって、1刃あたりの送り量は、0.1mm/t.です。
テーブル送り速度
1分間あたりのテーブル送り速度は、次の公式で求めることができます。
vf = fz * z * n (mm/min)
vf(mm/min):1分間あたりのテーブル送り速度
fz(mm/tooth):1刃あたりの送り量
z(枚):刃数
n(min-1):主軸回転速度
例えば、1刃あたりの送り量0.1mm/t.で、フライスの刃数が8枚、主軸回転速度が500min-1の場合、上記の公式に当てはめると次のようになります。
vf=0.1*8*500 = 400mm/min
よって、テーブル送り量は400mm/minとなります。
まとめ
今回は正面フライス加工の切削条件について解説してみました。
おさらいですが、次の公式はおさえておきましょう。
切削速度:vc = (π * DC * n) ÷ 1000 (m/min)
1刃あたりの送り量:fz = vf ÷ (z * n) (mm/t.)
テーブル送り速度:vf = fz * z * n (mm/min)
フライス盤の操作をある程度経験すると、加工素材の材質と加工方法で大体の切削条件は見当がついてきますが、より正確に加工したいときや、工作機械及び切削工具に負荷をかけすぎないためにも、切削条件をきちんと計算してマスターしましょう。