
エンドミルの切削条件を計算する方法と、実際の加工作業において失敗しないためのポイントを解説します。
材料の種類やエンドミルの形状、加工する機械の特性といった様々な要因を考慮し、最適な切削速度や送り速度を求めるために必要な知識をわかりやすく紹介します。
1. エンドミルの切削条件計算に必要なこと
切削条件を正確に計算するために知っておくべき基本情報と要素について解説します。
1.1 エンドミルの種類を理解する
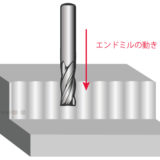
エンドミルには、平面を加工するためのフラットエンドミル、穴あけや溝加工に適したボールエンドミル、高い切削効率を誇るラフィングエンドミルなど、様々な種類があります。使用するエンドミルの特性を把握することが、適切な切削条件の設定につながります。
 エンドミルの正しい使い方・選び方を徹底解説
エンドミルの正しい使い方・選び方を徹底解説
1.2 材料の特性を考慮する
加工する材料によって、切削条件は大きく変わります。例えば、アルミニウムは軟らかいため高速での加工が可能ですが、鋼のような硬い材料では、エンドミルへの負担を考慮して低速で加工する必要があります。
1.3 エンドミルの寸法を確認する
エンドミルの直径や刃数は、切削条件に大きく影響します。大きな直径のエンドミルは、切りくずの排出がスムーズに行われるため、比較的高い送り速度での加工が可能ですが、細いエンドミルでは切りくずの詰まりを防ぐために低い送り速度に設定する必要があります。
1.4 マシンの仕様を確認する
使用する工作機械の性能も、切削条件を決める際に重要な要素です。特に、スピンドル速度や送り速度、パワーの限界は、加工条件を決定づける基本的な要因となります。
 フライス盤の仕様|誰でもわかる!工作機械を徹底解説
フライス盤の仕様|誰でもわかる!工作機械を徹底解説  マシニングセンターの仕様|誰でもわかる!工作機械を徹底解説
マシニングセンターの仕様|誰でもわかる!工作機械を徹底解説
1.5 切削液の使用
切削液の種類や使用有無も、加工品質に影響します。材料や加工内容に合わせて適切な切削液を選択し、エンドミルの摩耗や加工品の温度上昇を抑制することが重要です。
2. 切削条件の計算方法
2.1 切削速度の計算
切削速度は工具が材料を切削する際の速さを示し、表面仕上げや加工時間に大きく影響します。切削速度の計算には以下の公式を使用します:
| 記号 | 意味 | 単位 |
|---|---|---|
| V | 切削速度 | m/min |
| D | エンドミルの直径 | mm |
| π | 円周率(3.14) | – |
| n | 回転数 | rpm |
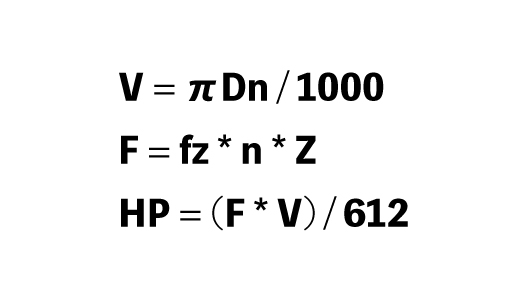
計算式:V = πDn / 1000
2.2 送り速度の計算
送り速度は工具が材料を削り取る際に移動する距離を時間単位で表示したものです。この値を適切に設定することで、加工の効率を向上させることができます。
計算式:F = fz * n * Z
ここで、fzは1回転あたりの切り込み量(mm/rev)、nは回転数(rpm)、Zは刃数です。
2.3 主軸馬力の計算
加工中に必要とされる主軸の出力を計算します。我々が理解する必要があるのは、エンドミルの能力に適合する加工条件を設定する際、機械の能力を超えないようにすることです。
計算式:HP = (F * V) / 612
ここで、Fは送り力(lbf)、Vは切削速度(ft/min)です。
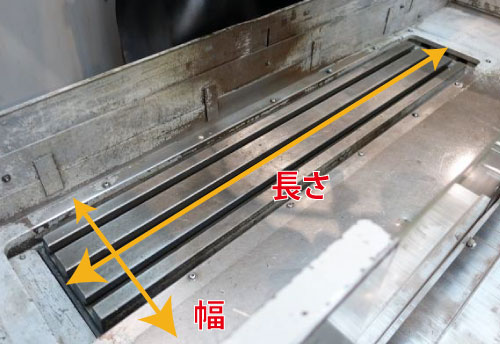
2.4 加工深さと幅の考慮
加工深さ(ap)と加工幅(ae)は、エンドミルの性能により最適値が異なります。深い加工をする場合や、幅広の加工を必要とする際は、切削条件を適切に調整する必要があります。
最適な切削条件を計算するには、材料の種類、エンドミルの種類(例えば、2枚刃、4枚刃など)、加工機の種類を考慮する必要があります。
各計算式を用いて得られた数値を基に、エンドミル選定時や加工プログラム作成時に切削条件を最適化することが重要です。
3. 実際に加工を行う際のポイント
3.1 切削液の適正な使用
- 切削液は加工表面の品質を向上させる
- ツーリングや工具の寿命を延ばすためにも重要
3.2 エンドミルの冷却方法
冷却方法の選択は、材質によって大きく異なる。例えば、アルミニウム合金では水溶性冷却液が好ましいが、鋼の加工では油性冷却液が一般的。
3.3 工具寿命に影響する要因
| 要因 | 説明 |
|---|---|
| 切削速度 | 高速での切削は工具の摩耗を早める |
| フィード率 | 適切なフィード率設定が工具寿命に関係する |
| 切削深さ | 深すぎる切り込みは工具に負担をかける |
3.4 加工速度の調整
材質に合わせて加工速度を調整する。高すぎる速度で加工すると工具の摩耗が早まる一方、低すぎる速度では加工時間が不経済になりうる。
3.5 振動を避けるための対策
- 工具と素材の固定を適切に行う
- 適切なカット条件を選択
3.6 切削条件の見直し
初回の加工後、表面品質や工具の摩耗状態をチェックし、必要に応じて切削条件を調整する。
まとめ
一般的な切削工具は、切削速度を上げると発熱が大きくなり、摩耗し、工具寿命が短くなります。
これは、切削加工に求められる「短い切削加工時間」「長い切削寿命」「高い加工精度」の 3 つの条件が同時に満たされないことを意味します。
エンドミルも同様に、この 3 つの条件を同時に満たすことはできません。
そのため、切削条件を最適化することで、切削加工においてそのバランスの取れた状態を見つける必要があります。