
溶接で最も使用されている溶接機械はアーク放電を熱源とするアーク溶接機です。
アーク溶接機は、溶接個所が大気から保護するシールドガスで覆われており、安定した溶接精度が見込めるため、自動化にも適しています。
またアーク溶接機はガスの種類によって細分化され、使用するシールドガスの種類も様々なものがあるので、今回はそのアーク溶接法の種類や特性について解説していきます。
目次
アークとは
アークは気体の放電現象の一種で、高温で強い光が発生するのが特徴です。
アークの温度は5,000~20,000℃に達します。鉄の溶融温度は1,500~2,800℃なので、鉄と鉄を接合するのに十分な温度になります。

電車のパンタグラフでピカッと閃光が走ったり、電源コンセントを抜いた時にバチッと光が出るのもアーク放電現象です。
シールドガスとは
アーク溶接では、大気中の酸素・水素・窒素が溶接個所に触れると金属が酸化・窒化し、水泡などの溶接不良を引き起こします。
このような事態を避けるため、アーク溶接中は大気を遮断するためにシールドガスが使用されます。シールドガスは、アルゴンやヘリウムといった不活性ガスや、安価な炭酸ガスが使われます。単種類のガスを使用する場合とガスを混合して使用する場合があります。
アーク溶接法の種類
アーク溶接機には放電電極が溶ける消耗電極式と、放電電極が溶けない非消耗電極式とがあります。次に消耗電極式と非消耗電極式の溶接機の機種をご紹介します。
消耗電極式アーク溶接
消耗電極式は母材とほぼ同じ成分のワイヤー(または溶接棒)を使用します。電極となるワイヤーが溶加材の役割をして自動で供給されるので、半自動溶接ともいいます。
消耗電極式アーク溶接機械の種類を次にご紹介します。
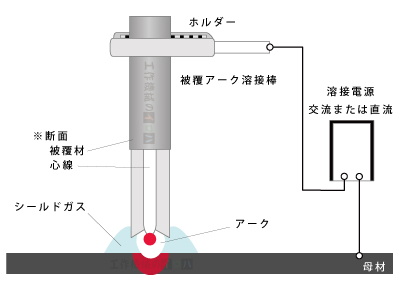
被覆アーク溶接
金属の心線にフラックスという被覆材を被せた溶接棒を使ってアーク放電を発生させる溶接機を被覆アーク溶接といいます。溶接電源は交流タイプと直流タイプがあります。
フラックスの成分である炭酸カルシウムやセルロースが熱分解されてシールドガスを発生させ、溶接個所を大気から保護します。
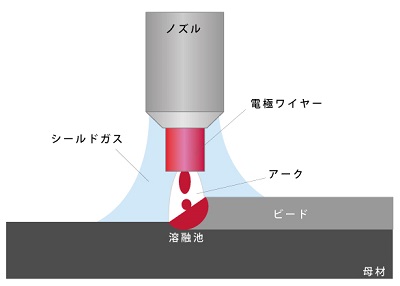
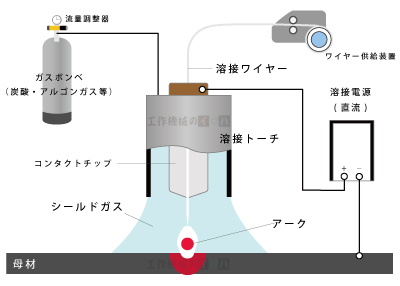
ミグ・マグ溶接
シールドガスに炭酸ガスやアルゴンガスといった不活性ガスを利用する溶接機械がミグ・マグ溶接です。
電極ワイヤは供給装置に取り付けられ、モーターによって自動的にトーチの先端まで供給されます。電極ワイヤは自動的に供給されますが、人が溶接作業をする場合は半分だけ自動という意味で、半自動溶接機といった呼び方もします。
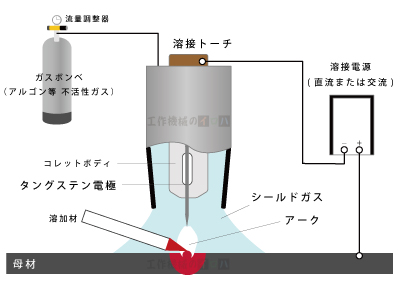
非消耗電極式アーク溶接
非消耗電極式では、電極にタングステンが使用され、アーク放電のみを行います。そのため溶加材は溶接棒など別で用意する必要があります。
非消耗電極式アーク溶接機械の種類を次にご紹介します。
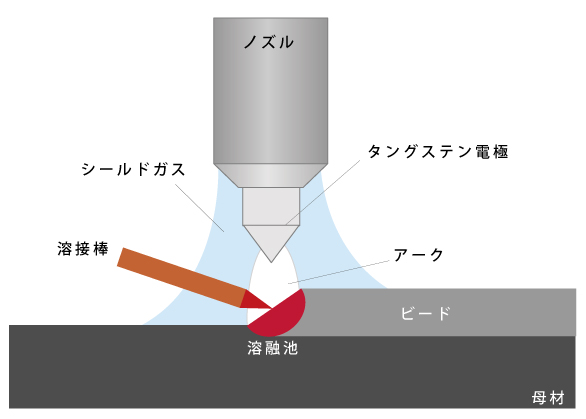
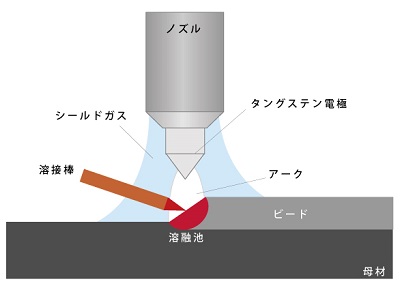
ティグ溶接
放電用電極としてタングステンを使用し、アルゴンガスやヘリウムガスといった不活性ガスをシールドガスとして使用する溶接機械をティグ溶接機といいます。
電極のタングステンは消耗せず、別の溶接棒をアーク中に溶融して母材を溶接します。
プラズマ溶接
主にタングステンを放電用電極として使用し、プラズマアークを熱源とする溶接機械をプラズマ溶接機といいます。
ティグ溶接よりもアークの広がりは1/4程度でエネルギー密度が高く、溶接による母材の変形が少ないことが特徴ですが、装置がティグ溶接機よりも機械代・ランニングとも高価といったデメリットもあります。
まとめ
今回はアーク溶接について解説しました。
アーク溶接は、シールドガスにより大気中の酸素や窒素、水素を遮断できるため溶接精度が良く、溶接機械の中で最も多く使用されている溶接機です。
アーク溶接機は機種が多く、安い機械だと1万円くらいから発売されています。
また、ガス溶接をする場合はガス溶接技能講習の受講が必須ですが、DIYなど個人で使用する分には、アーク溶接には特殊な資格は必要がありません。
業務でアーク溶接を使用する場合は、労働安全衛生法で「アーク溶接特別教育」という講習を受けさせないといけない、と決められています。
但し、アーク溶接中の温度は5,000℃以上の高温で、火花が飛び散り危険な作業ではあるため、各地域で実施されるワークショップなどで行われる講習会なので操作方法をマスターしてから安全な状態で作業することが重要です。