

目次
旋盤バイトとは
工作機械の旋盤で加工することを旋削加工といい、旋削で使用する工具のことを旋盤バイトといいます。
旋削バイトで加工する箇所の深さや角度を変えることで円筒形だけでなく、複雑な加工も可能になります。今回は、旋削加工で使用する工具、旋盤バイトの種類についてご紹介します。
旋盤バイトの構造
旋盤バイトは、シャンクと呼ばれる胴体部分と刃先からできています。
旋削加工では、シャンクを旋盤の刃物台に取り付け、回転する加工物に刃先を接触させて加工します。
また、旋盤バイトには上から見て左に刃先がある右勝手のタイプと右に刃先がある左勝手のタイプがあります。通常は右勝手(刃先が左)のほうを使います。左勝手は加工物が長い円筒形素材の外径研削をする場合など特殊な使い方をする場合に使用します。
構造別の種類
旋盤バイトは刃先とシャンクから成り立つシンプルな構造ですが、次の3つの構造があります。
ムクバイト
刃先とシャンクが同じ素材で一体に作られた旋削バイトです。
炭素工具鋼や合金工具鋼の素材でできていることが多く、刃先を研磨すればまた使えるようになることから、「完成バイト」とも呼ばれています。
刃先を自由に成形できるので、難しい形状や特殊な切削ができますが、グラインダーや工具研削盤で刃先を成形する必要があり、それなりの技術と経験が必要です。
スーパーツール 完成バイト
![]()
![]()
付刃バイト
刃先とシャンクが別のパーツで刃先をシャンクにろう付け(溶着)した旋削バイトです。
ロウ付けバイトとも呼ばれます。
付刃バイトは購入してすぐに使えません。ムクバイト同様に刃先をグラインダーや工具研削盤で成形する必要があり、初心者には扱いが難しいでしょう。
高周波精密 付刃バイト
![]()
![]()
スローアウェイバイト
刃先とシャンクが別のパーツとなった旋盤バイトで、クランプバイトともいいます。
シャンクの先端に刃先(チップ、インサートともいう)をねじなどで取り付けるタイプで、刃先の切れが悪くなった場合はチップを交換するだけで何度でも繰り返し使用できます。
他のタイプのように刃先を研磨する必要がないので使い易く、スローアウェイバイトが現在の主流となっています。
住友電工 スローアウェイタイプ防振バイト

![]()
形状別の種類
旋盤用のバイトは加工方法によって形状が異なり、外径加工、内径加工、端面加工、溝入れ、突っ切り、ローレットでの模様付けなど、用途に応じた工具が存在します。
ここでは、形状ごとの旋削、切削用バイトをご紹介します。
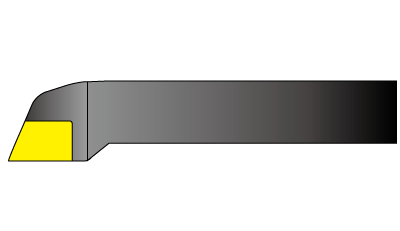
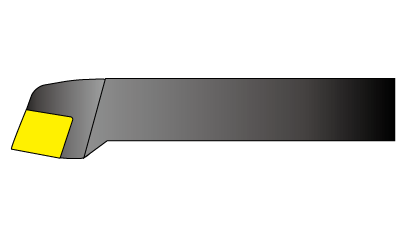
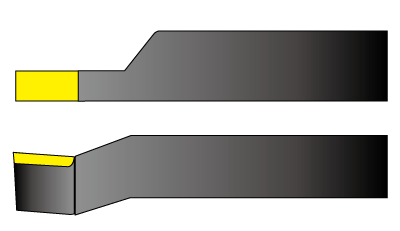
片刃バイト
切刃がシャンクと平行の旋削バイトです。
円筒形素材の外径研削や端面加工など、旋盤加工で最もよく使う旋盤バイトです。
片刃バイト
![]()
![]()
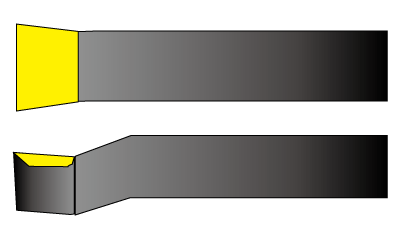
剣バイト
刃先が剣のように尖っている旋盤バイトを剣バイトといいます。
剣バイトの中にも種類があり、刃先が左右対称の真剣バイト、刃先が少し丸くなった先丸剣バイト、刃先が左右非対称の斜剣バイト、刃先がシャンクと直角になった平剣バイトがあります。
剣バイトは主に外径削りや端面加工で使用します。平剣バイトは、立旋盤やプレーナーといった平削り盤でも活躍します。
真剣バイト

先丸剣バイト

斜剣バイト
平剣バイト
![]()
![]()
突切りバイト
円筒形素材の外周に溝入れしたり、突っ切る(切断する)旋盤バイトが突っ切りバイトです。
突切りバイト
![]()
![]()
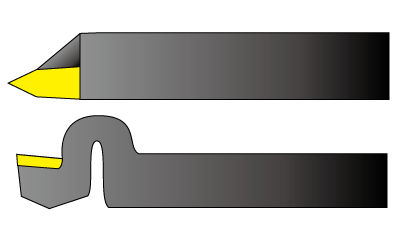
ねじ切りバイト
ねじ切りに使用する旋削バイトです。
おねじ用とめねじ用がありますので、形状・用途をよく確認しましょう。
ねじ切り加工は、刃先全体を使って加工するため、バイトの負荷を減らすためにシャンクがR状になったヘールタイプがよく使われています。
ヘールバイトのR形状の部分は、意図的に強度の弱い箇所を作る事で過負荷を吸収し、均一に負荷を掛けて加工できる様に工夫されたものです。
ねじ切りバイト
![]()
![]()
センタードリル
ワークの端面にセンター穴を開けるための旋盤用ドリルです。
センター穴は研削盤でもよく使われるものですが、外径削り加工中に「びびり」を抑えるために、ワークの反対側を芯押し台で押さえるためのものです。
回転する素材をより安定させるためにセンター穴を開けてセンター押しします。
センタードリル

![]()
![]()
中ぐりバイト
円筒形素材の内径や奥端面を旋削する旋盤バイトを中ぐりバイトといい、ボーリングバーとも呼ばれます。中ぐりとは、センタードリルやボール盤などで端面に開けた穴を大きく広げる加工のことです。
ボーリングバー

![]()
![]()
 旋盤とは|汎用旋盤・NC旋盤の基礎知識から加工方法まで徹底解説
旋盤とは|汎用旋盤・NC旋盤の基礎知識から加工方法まで徹底解説  旋盤の仕様|誰でもわかる!工作機械を徹底解説
旋盤の仕様|誰でもわかる!工作機械を徹底解説  旋盤の切削条件|誰でもわかる!工作機械を徹底解説
旋盤の切削条件|誰でもわかる!工作機械を徹底解説
まとめ
今回は旋盤で使用する工具、旋盤バイトについてご紹介しました。
旋盤加工で使用する旋削バイトは、外径旋削用、内径旋削用、端面旋削用、溝入れ用、突切り用、ねじ切り用など、用途に応じて多数の種類があり、使い分けて使用します。
同じ用途でも刃先の切り込み角度が違うものがあり、切り込み角度が小さいほど切り取る厚みは薄くなり、切削抵抗が減少して工具寿命が長くなります。
一方、切り込み角度が大きいと一度に多く削れますが、あまり大きすぎると素材にびびり振動が発生し、工具寿命低下の原因になります。
 旋盤バイトの種類|誰でもわかる!工作機械を徹底解説
旋盤バイトの種類|誰でもわかる!工作機械を徹底解説  旋盤のメンテナンス|誰でもわかる!工作機械を徹底解説
旋盤のメンテナンス|誰でもわかる!工作機械を徹底解説  NC旋盤とは|誰でもわかる!工作機械を徹底解説
NC旋盤とは|誰でもわかる!工作機械を徹底解説  NC旋盤の種類|誰でもわかる!工作機械を徹底解説
NC旋盤の種類|誰でもわかる!工作機械を徹底解説

