
目次
ATCとは
マシニングセンターのツールマガジンに装着されたフライスやドリル、リーマなどの工具を自動で交換してくれる装置をATCといいます。
自動工具交換装置ともいい、マシニングセンターには標準で装備されています。ATCは、Automatic Tool Changer の略字です。
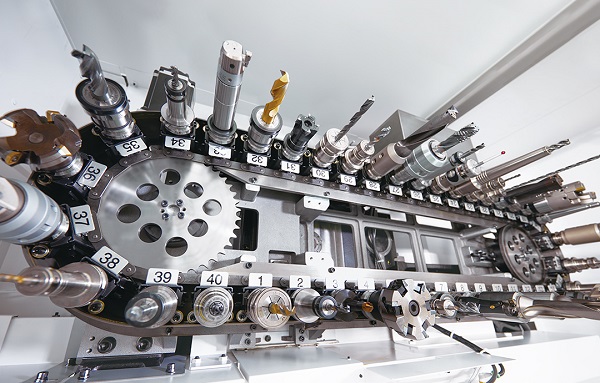
40本装着ツールマガジン

ATCの種類
ATCにはタレット式とマガジン式の2種類があります。
タレット式ATC
ドラム形状のツールポットという装置の外周上に複数の工具を差し込んで装着するタイプをタレット式ATCといいます。
工具を交換するときは、ツールポットが回転して下向きの位置に工具が来ると主軸が工具を取り出して加工します。
主軸が直接工具を取り出して加工するため交換速度が速いという特徴があります。
タレット式ATCの動作は次のようになります。
(1)主軸がツールポットの中心部まで移動し、装着している工具を取り外す。
(2)ツールポットが回転して使用する工具が下向きのところで止まる。
(3)主軸が下がり、使用する工具を装着しつつ、素材に近づき加工する。
無駄な動きがなく工程が短い分、交換時間はとても速いですが、工具サイズ・工具重量・本数に制約があるのでその機械の限界値を理解しておくことが重要です。
ファナックのロボドリルがタレット式として有名です。
小型切削加工機

マガジン式ATC
工具をツールマガジンに装着し、チェンジャーアームによって工具を交換するタイプをマガジン式ATCといいます。ツールマガジンに大量の工具を保持できるという特徴があります。
ツールマガジンとチェンジャーアームの詳細を次に説明します。
ツールマガジン
工具を複数保管し、NCプログラミングで指示された順序に従って、必要な工具を交換位置まで運ぶ機能をツールマガジンといいます。ツールマガジンへの収納数は多ければ多いほど連続加工することができます。最近では小型のマシニングでも40本前後、大型だと400本以上装着できる機種もあります。
チェンジャーアーム
主軸に装着されている使い終わった工具と、ツールマガジンの交換位置にある工具をつかんで入れ替えする役割がチェンジャーアームです。
マガジン式ATCの動作は次のようになります。
(1)ツールマガジン内で、次に使う工具を交換位置に移動させる。
主軸に装着している使い終わった工具を取り外す。
(2)使い終わった工具と交換する工具をチェンジャーアームの両端でつかむ。
(3)チェンジャーアームが180度くるっと回転する。
主軸についていた工具 → ツールマガジンへ移動する
次に使用する工具 → 主軸のセット位置へ
(4)主軸が新しい工具を装着して工具の交換が完了。
タレット式に比べマガジン式は工具をたくさん収納できますが、チェンジャーアームの1工程が多いため交換に時間がかかります。
タレット式とマガジン式はどっちがいい?
それぞれのタイプによってメリット・デメリットがあるので、次の表にまとめてみました。
| 比較内容 | タレット式 | マガジン式 |
| 工具交換の速さ | ○ | △ |
| 収納できる工具本数 | △ | ○ |
| 工具の制約(重量・大きさ) | △ | ○ |
| マシニングの本体価格 | ○ | △ |
| 設置スペース | ○ | △ |
タレット式ATCがマガジン式よりも「工具交換の速さ」、「本体価格」、「設置スペース」の点で優れています。ただ、最近ではマガジン式でも交換速度が0.5~1秒以内の機種もあり、差が縮まりつつありますので、加工の用途によって最適なほうを選択するのがよさそうです。
加工の用途で選択する
少品種大量生産
同じものを大量に加工する場合は、タレット式がおすすめです。
重くて大きい工具を積むことができないのでワークサイズは小さ目のものに限られますが、交換する工具が20本以内で済む単純な加工であれば加工速度はタレット式が断然早いです。
多品種少量生産
最近では、様々な形状をマシニングセンターで少量生産する使い方をする工場が増えています。
単純な平面加工から複雑な輪郭加工まであり、使用する工具数が不明なので、この場合はマガジン式ATCのマシニングセンターを選定します。
重切削加工
重切削する場合もマガジン式ATCがおすすめです。
タレット式は工具を保持するツールポッドに制約があり、工具のサイズと重量に注意が必要です。
マガジン式だと隣り合わせの工具を設置しなければスペースができるため、重切削用の特殊形状の工具も保持することができます。
まとめ
今回はマシニングセンターに標準で装備されている自動工具交換装置、ATCについて解説しました。タレット式・マガジン式かどちらのATCを採用するかは、加工用途によって選定します。
複雑な加工では工具本数が多いマガジン式を選択することになりますが、最近ではマガジン式のATCでも交換時間は1秒以内と高速な機種が出ています。
各メーカーのカタログ値にチップ・ツー・チップという項目があるので、工具交換時間の目安にして加工時間を検討するとよいでしょう。
チップ・ツー・チップ・・・切削加工を一時停止し、工具を主軸から取り外し、新しい工具を取り付け、切削加工を再開するまでの加工停止~加工再開までの交換時間のことです。

